��ǰλ�ã���x�к���Cе��������˾ > �aƷ���� > ����



30��犃Ƚo�輼�g��ԃ����
24С�r���M�ṩ�����OӋ
�ҹ�˾�nj��I����܈䓙C���g�аl�����졢�N�ۡ����՞�һ�w��********��I����Ҫ���a��܈䓙C����܈�C����܈䓙C���X��܈�C����݁܈�C��܈䓙C������O�䡣�҂����M�ṩ�O��İ��b���{ԇ�����g�ˆT����Ӗ�����P���գ��gӭ�V���Ñ�ǰ����ԃǢՄ��
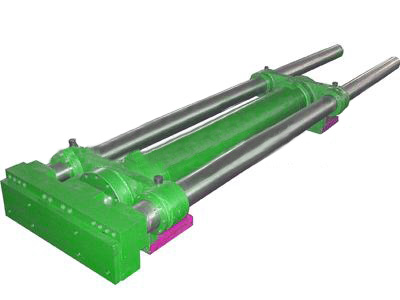
�t��܈�C�ַQ˹�ؿˠ�ʽ܈�C(steckel-mill)��һ�N䓰�܈�C�������a��ͨ���ɼӟ�t������ʽ��܈�C��������ȡ�C�ڃȵ�䓰��ռ�ϵ�y�������o���O��M�ɡ��t��܈�C����܈�Cǰ���O���Рt�Ⱦ�ȡ�C���ڱ�Ҏ��ľ����܈���^���У��Ɍ�䓰���ڠt�ȱ��أ��Խ���܈����䓰�ؽ��ٶȡ��t��܈�C������������g�����M��܈�C�ĺ�ȣ��ھ�܈�C�ϲ��øߵĉ��s�ȣ����܈���ٶȣ��p��܈�Ƶ��Σ���߾��أ�ʹ܈�ƜضȾ����¹�ˇ��
�������B�mʽ�ӟ�t�мӟ��ͨ�^�߉�ˮ���[��Ȼ���ڎ���݁����݁��܈�C�Ϸքe܈��һ�����Σ�������܈�ɺ������������Ď��������w�����г��^β��Ȼ������t��܈�C�M�п���܈�ơ����������^�����t��܈�C����߅����������̧�𣬌��������^��������߅��ȡ�t�ľ������M�о�ȡ����ȡ�t�����c܈�C֮�g��䓵ď��������係�����飳���������Ρ�����܈��β��һ��܈݁����߅�ĊA��݁�½��������C�M���D���_ʼ****��܈�ƣ��˕r��߅�ĊA��݁����������̧������䓌�����߅�ľ�ȡ�t�M�о�ȡ����˷���܈�Ǝ�����܈������Ҫ�Ď���������ÿ��܈�ƕr܈���˲�����ͨ�^܈݁�����ÿ�����_ʼ�r�����Ԍ����ٶȣ���������������������܈�ƣ�ʹ܈���˲�ƽ���M����ĵIJۿڡ�������ĺ�܈�Cͬ�����ٵ�����܈���ٶȡ�����ÿ���νK�˕r���t��횼��r�Ƅӣ��Է�܈��β���M�뱣�ؠt�ȡ��@���l����׃�IJ����ƶȱ����ه�Ԅӿ��Ʋ��܌��F��ͬ�rҲ������܈���ٶȵ���ߡ�һ��܈���ڠt��܈�C��܈�ƣ��������Σ�܈��Ҫ��Ď�����Ⱥ�ͨ�^�\ݔ݁����s����ȡ�ضȣ��ڵ��¾�ȡ�C�Ͼ���䓾���
1���t��܈�C����Ҫ�����t��܈�C���� 1�� 2���C�� ,����܈�ƶ���� ,܈�Cǰ���O�о�ȡ�t����܈�A�Ξ��Ƭ܈��,���������܈���� 2 5����;�ھ�܈�A�� ,��ȡ� 2 5������܈����܈�C���M���ȡ�t߅܈߅�� ,�ɱ��C��䓜ؽ�С ,�ضȾ���
2���m�������t��܈�C�m���� :(1 )�a��ҎģС,С��1 0 0�� 1 2 5�f��/��;(2 )�O�������ُS����eС,Ͷ�Y�� (��λͶ�Y�Ը� ) ;(3)���a�`��,�m��С��������Ʒ�N;(4 )���a�������|���]������Ҫ��ĮaƷ��
3������֮̎�t��܈�C��ȱ�c :(1 )�������FƤ��܈݁����ֲ� ,��Ӱ푎�䓱����|�������F���t��܈�C����܇������aԭ��Ȍ������|��Ҫ���e�ߵĮaƷ��,�������a;(2 )����^β�ؽ��� ;(3)�յ����Ե� ,�F���t��܈�C���_�� 96 %��97% (�B܈�C�� 98% ) ;(4 )������ͬ�r�ĮaƷС����^��;(5 )�ߴ羫�ȿ��_�� 1 / 4���ӣԣ͘˜� ,�������|���^�B܈�C�ĮaƷ�Բ