��ǰλ�ã���x�к���Cе��������˾ > �ИI�YӍ > ����
�� CVC܈�C�Ļ���Ҫ���ǡ�CVC݁��������݁���������S���Ƅ�һ�ξ��x;Ҫ�OӋһ���cCVC����ʹ�ã����܄ӑB����܈݁�ȵ�Һ����݁ϵ�y��
1.ƽ���c��݁�b��
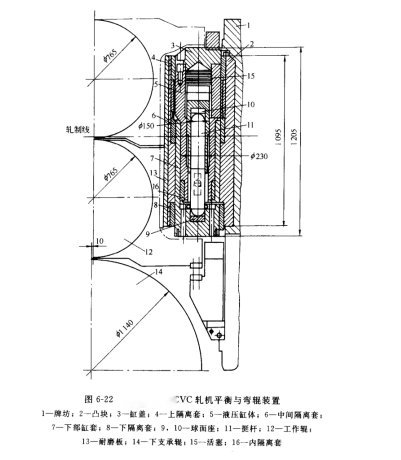
��܈�厧܈�C��܈�C�M������݁܈�C������Һ����݁���c����݁ƽ��M�ϳ�һ���yһԪ����������܈�C�Ʒ��K֮�С���CVCϵ�yҪ����݁�����S�������ڙC������܈݁�S���S���Ƅ�ʿ100mm���Ԍ�䓟�܈�S��܈�C�M�����������]��܈݁�S���Ƅӕr�������w�a���^��ăA�����أ���ˣ����OӋ�Ќ�ԭ����ݚ܈�C�������õķ���ʽ���Ϲ���݁ƽ����������¹���݁���o�������ϲ���һ��M��һ����ͬ�����b���w������ƽ����c��݁�ס��D 6-22 ��ʾ�錚䓟�܈�S��܈�C�M��ƽ���c��ݚ�b�á����w5 ���b���Ʒ��K 2�ȿ�֮�У� �ϲ����ϸ��x��Ͳ 4 �����w�c�K�ȿ��x�_�������w5 �c�ϸ��x��Ͳ 4 �g�����������ӡ����w�²���A�c�²�����7����ϣ����w�¶���A�Ãȸ��x�� 16 �c�²�����7���|���������ӡ��ȸ��x�� 16�÷��m����˨�̶��ڸ��w�¶ˡ��²�����7 �c�Ʒ��K2 �ȿ������g���x��6���¸��x��8���x�_���������������ӡ����w���b�л����U 15�������ɂȼ�Һ����ǻ����������ǻ���o�Uǻ���M�͕r����ǻ���ЗUǻ�����ͣ��@�r�ϲ����w������ͬ�r���P䓻����U 15ͨ�^ͦ�U 11�����²�����7 �½����������ƽ���Ϲ���݁�����o�¹���ݚ����ʹ�ϡ��¹���݁ͬ�r�ܵ����������á������U�²���һ���ɶ˽Ԟ������ͦ�U 11������քe�c�����S���� 10����|��ʹ����������f���@�N������݁���B����һ��ɞ�һ�����w���OӋ�������Ժã��ϡ���݁��һ�£����厧�����ȿ��Ƽ�ƽֱ�ȿ�����������Y�����Ӻ�����ÿ���C�ܸ��Oƽ���c��ݚ�����_������ƽ��rҺ�������� 18MPa�����ڏ�݁�r�^��� 26MPa������ֱ����9170mm��
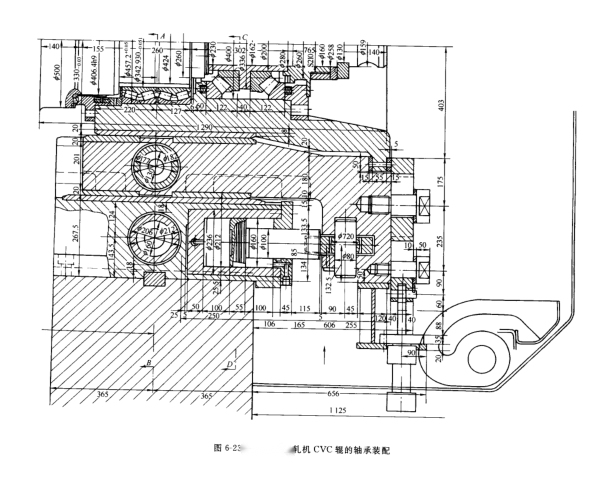
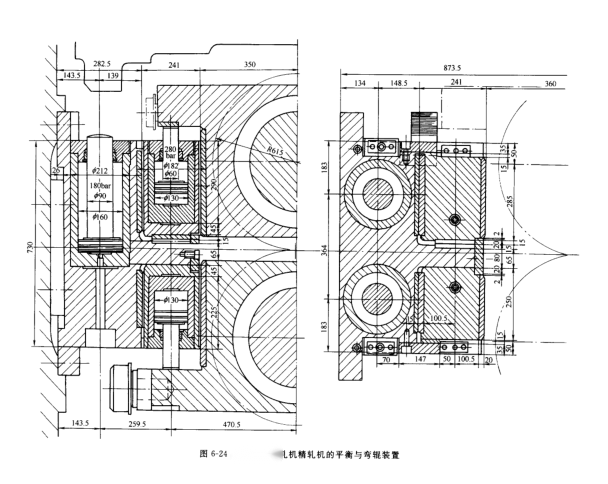
�D6-23 ��ʾ�錚���܈���C�S2030 ܈�C��܈�C��݁ϵ�S���b��D���D 6-24 ��ʾ�錚���܈�S2030 ܈�C��܈�C�M��ƽ���c��݁�b�á�
2.CVC܈�C܈݁�Ƅ�Һ�����i�o�b��
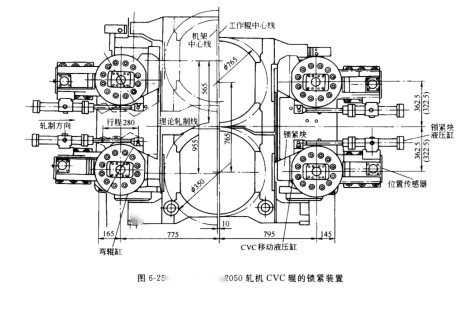
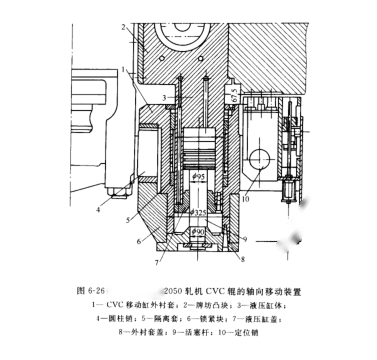
CVC܈�C܈݁�S���Ƅ�Һ���Y����D 6-25 �͈D 6-26 ��ʾ��CVC�Ƅ�Һ�����w�O���ڲ������Ʒ��K�ϣ��c�K������һ�����wԪ���������c���w֮�g�������U�cҺ�����w֮�g���ܷ��b�á������U�Ķ˲�ͨ�^���m�P����˨�c���r���w�����r�̽ӡ����r�׃ȱ��O�Ѓɂ����x��һ�����g�ף����̶������r�׃�Ȧ�ϡ������r���ظ��w���S���Ƅӕr�����x�ăȿ��c���w��A���������ӡ� ��CVC�Ƅ�Һ�������ɂ��Љ����ʹ�����ظ��w�S���Ƅӕr�� ��ͨ�^�����U�ˎ������r���w�����r���Լ�����݁һ�R���S���Ƅӡ����r���c����֮݁�g���x���ǿ�һ���i�o�b�Ì��F�ġ����r�˲����bһ���������D�\�ӵ��i�o�K��ͨ�^һ���õ�Һ�����ӡ������Ԍ�����݁�������S������˸��O�ĈA���N�B�i�����r���ϡ����܈��ǰ���A�O��λ�ã������¹���ݚ�Ƅӵ�λ��܈���^���в����Ƅӡ���܈��һ��厧����ҪCVC�C�����Õr���Ɍ�܈��݁������λ��ʮ��λ�N���P�]CVC�Ƅ�Һ���ס��t����݁���ɞ���ͨ܈݁��
�D6-27�͈D6-28��ʾ�錚���܈�S��܈�C�M���Ƅ�Һ�����i�o�b�á�
3. �����S
�D6-29 ��ʾ�錚���܈�S 2 030mm ܈�C CVC܈݁�Ă����S�������S��һ�N���S���Ƅӵ��X݆�S��CVCϵ�yҪ�Ƅӵ� 200mm ���x���������X݆��ͨ�^�S1���S�����X 2 ֮�g�ć��ρ��M�еġ� �����S���S��֧����ͨ�^һ���b���S�ȵď��ɽM3 ֧�����X݆�S 4 �ϡ���̎��܈݁����λ�á��Q݁�r�S���ƄӾ��xҪ��һ�K�ȓ���5 �����ơ�܈ݚ�ȵ��X݆�B���S�^�O��һ������6������Ҫ�΄����ړQ݁�r�����X݆�B���S�^Ѹ�ٵ��c���S���ľ����С�
4.�Q݁
�D 6-30 ��ʾ�錚䓟�܈�S2 050mm ��CVC܈�C�Q݁ԭ��������ݚ1 ���S���� 2 �� 3 �ȣ��S�� 4 �����ЈA���L���S�У��S�й̶���܈݁���S����֮�g��ÿһ����݁���S���Ƅӵ��^����x��ʿ100mm�������S 1��Ҋ�D 6-29 ��Ҳ�Sͬһ���Ƅӡ� ����݁ͨ�^�ɂ�Һ���� 5 �팍�F�S���Ƅӣ�Һ���װ��b�ھ�܈�C�C�ܵIJ����ȣ��@ЩҺ���ױ��b��̶��ڙC�� 6 �Č���K 7 �ϣ�Һ���Ļ����U�c���Ƅӵ�Һ������8�B�ӣ����@Щ�����У��b�пɔ[�ӵ��B�U�� 9�� ���S���Ƅӕr���B�Ӱ��˨ס�����ȵ��S���� 2���Ķ��Ƅ�܈݁�����ӂȵ��S���� 3 �͏�ݚҺ���� 10��ͨ�^�ɂ��B�Ӱ� 11 �B�ӣ� ��܈݁ 1���ӂȵ��S���� 3��ͨ�^�S���S��̶��ģ����Ƅ�܈݁�r���S���� 3 Ҳ�S֮�Ƅӡ��������B�Ӱ� 11 Ҳ��ʹҺ������ 10�Ƅӣ�ͨ�^�S���� 2 �� 3 ��Һ������8�� 10 ͬ�r��ˮƽ�Ƅӡ��@��ʹ��݁���������øɝL���S�е����ġ�܈݁�S���Ƅӵ�Һ�����b����λ�Ƃ���������ͨ�^һ��λ���{���b��ʹ܈݁�� CVC �����������Ƅӣ�ͬ�r�����������λ���ϡ�
�Qݚ�r��Һ����5ʹ�ɂ�܈ݚ���_�_�����S��Qݚλ�ã����@��λ���ϣ����ӂȹ̶�Һ������ 10�Ĺ̶��N 12ͨ�^Һ�����Ƅ����_�������܈ݚ�Ƴ����b��r������ 10Ҳ�S֮�Ƅӡ�����Һ�����ӵ�����܉�����D��δ�������������c�¹���݁�S���������݆������|�������S��Һ����֧�У���ݚ���B�Ӱ�9��11��Һ���״��_���D��δ����������݁Һ�����M��֮����݁����� 300mm���o������݁�½����S������֧�������S������֧���ϣ��D��δ������������ݚ���B�Ӱ� 9��11 ���_��ȫ��܈ݚ���ɳ�������µ�һ��܈��݁���b�뼰���IJ��E�������෴������M�С�